

-
- 公司:
- 深圳市新区公明瑞鸿激光刻字店
-
- 联系:
- 刘海军
-
- 手机:
-
18475553378
-
- 地址:
- 深圳市宝安区公明街道办玉律村四区七巷20号一楼
-
- 微信:
-


- 激光打标 406
- 深圳激光打标 168
- 深圳激光打标加工 142
- 深圳宝安金属激光打标 170
- 深圳激光加工 165
- 深圳金属激光打标加工 173
- 深圳激光刻字 120
- 深圳激光雕刻打标 155

- 激光打标软件基础功能与常用参数设置常识478阅读 2026-06-02 20:11:25
- 激光打标日常保养要点,延长激光器使用寿命481阅读 2026-06-02 20:11:13
- 自动化在线激光打标配套方案与应用逻辑474阅读 2026-06-02 20:11:02
- 激光打标深浅控制调节方法与工艺技巧480阅读 2026-06-02 20:10:51
- 激光打标与丝印、蚀刻、钢印传统工艺优劣对比482阅读 2026-06-02 20:10:41

- 激光打标机可以用哪些格式的文件?5632阅读 2025-12-11 14:54:50
- 光纤激光打标机打标的优势有哪些?5238阅读 2025-12-11 14:53:54
- 影响激光打标机打标效果的因素有哪些?5310阅读 2025-12-11 14:52:45
- 激光打标有哪些优势?5150阅读 2025-12-11 14:21:04
- 哪些材料可以用激光器打标?5274阅读 2025-12-11 14:20:33

深圳龙华区各类镭射打标,我们是专业的选择
2026-06-14 04:38:01 2316次浏览
价 格:面议
掩模式打标又叫投影式打标。掩模式打标系统由激光器、掩模板和成像透镜组成,其工作原理,经过望远镜扩束的激光,均匀的投射在事先做好的掩模板上,光从雕空部分透射。掩模板上的图形通过透镜成像到工件(焦面)上。通常每个脉冲即可形成一个标记。受激光辐射的材料表面被迅速加热汽化或产生化学反应,发生颜色变化形成可分辨的清晰标记。掩模式打标一般采用CO2激光器和YAG激光器。掩模式打标主要优点是一个激光脉冲一次就能打出一个完整的、包括几种符号的标记,因此打标速度快。对于大批量产品,可在生产线上直接打标。缺点是打标灵活性差,能量利用率低。
由于看到大幅面系统的一系列缺点,在高速振镜技术还没有在中国广泛普及的情况下,一些控制工程师自行开发了由步进电机驱动的转镜式扫描系统,其工作原理是将从谐振腔中导出的激光通过扩束,经过成90°安装的两个步进电机驱动的金镜的反射,由F-theta场镜聚焦后输出作用于处理对象上,金镜的转动使工作平面上的激光作用点分别在X、Y轴上移动,两个镜面协同动作使激光可以在工作平面上完成直线和各种曲线的移动。这种控制过程无论从速度还是定位精度来说都远超过大幅面,因此在很大程度上能满足工具行业对激光控制的要求,虽然同当时国际上流行的振镜式扫描系统还有比较明显的差距,但严格来说这种设计思路的出现和逐步完善代表着中国激光应用的一个里程碑,是中国完全能自行设计和生产激光应用设备的典型标志。直到振镜在中国大规模应用的兴起,这种控制方式才逐步退出中国激光应用的舞台。
所谓大幅面,刚开始是将绘图仪的控制部分直接用于激光设备上,将绘图笔取下,在(0,0)点X轴基点、Y轴基点和原绘图笔的位置上分别安装45°折返镜,在原绘图笔位置下端安装小型聚焦镜,用以导通光路及使光束聚焦。直接用绘图软件输出打印命令即可驱动光路的运行,这种方式明显的优势是幅面大,而且基本上能满足精度比较低的标刻要求,不需要专用的标刻软件;但是,这种方式存在着打标速度慢、控制精度低、笔臂机械磨损大、可靠性差、体积大等缺点。因此,在经历初的尝试后,绘图仪式的大幅面激光打标系统逐步退出打标市场的,所应用的同类型的大幅面设备基本上都是模仿以前这种控制过程,用伺服电机驱动的高速大幅面系统,而随着三维动态聚焦振镜式扫描系统的逐步完善,大幅面系统将逐步从激光标刻领域销声匿迹。
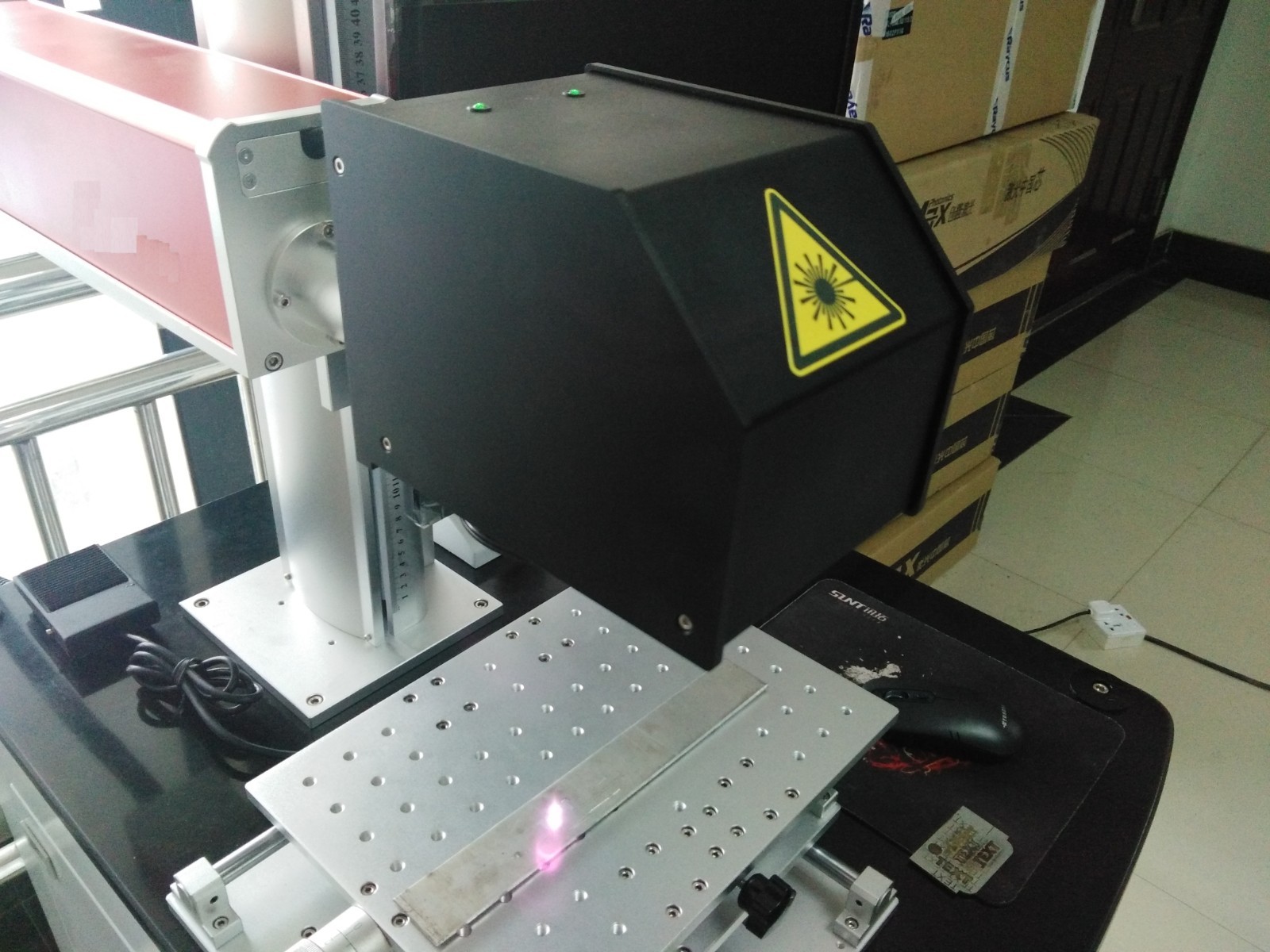
激光打标的基本原理是,由激光发生器生成高能量的连续激光光束,聚焦后的激光作用于承印材料,使表面材料瞬间熔融,甚至气化,通过控制激光在材料表面的路径,从而形成需要的图文标记。
激光打标的特点是非接触加工,可在任何异型表面标刻,工件不会变形和产生内应力,适于金属、塑料、玻璃、陶瓷、木材、皮革等材料的标记。
-
 它是使用几台小型激光器同时发射脉冲,经反射镜和聚焦透镜后,使几个激光脉冲在被打标材料表面上烧蚀(熔化)出大小及深度均匀的小凹坑,每个字符、图案都是由这些小圆黑凹坑构成的,一般是横笔划5个点,竖笔划7个点,从而形成5×7的阵列。阵列式打标一般21-10-22 16:24:01
它是使用几台小型激光器同时发射脉冲,经反射镜和聚焦透镜后,使几个激光脉冲在被打标材料表面上烧蚀(熔化)出大小及深度均匀的小凹坑,每个字符、图案都是由这些小圆黑凹坑构成的,一般是横笔划5个点,竖笔划7个点,从而形成5×7的阵列。阵列式打标一般21-10-22 16:24:01 -
 激光打标是用激光束在各种不同的物质表面打上的标记。打标的效应是通过表层物质的蒸发露出深层物质,或者是通过光能导致表层物质的化学物理变化而"刻"出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图案、文字。市面上常见的激光打标机主要以CO2激24-04-10 01:18:01
激光打标是用激光束在各种不同的物质表面打上的标记。打标的效应是通过表层物质的蒸发露出深层物质,或者是通过光能导致表层物质的化学物理变化而"刻"出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图案、文字。市面上常见的激光打标机主要以CO2激24-04-10 01:18:01 -
 激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 01:15:01
激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 01:15:01 -
 激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 01:12:01
激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 01:12:01 -
激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 01:09:01
-
 激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 01:06:01
激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 01:06:01 -
 激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下性标记的一种打标方法。激光打标技术是激光加工的应用领域之一。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防24-04-10 01:03:01
激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下性标记的一种打标方法。激光打标技术是激光加工的应用领域之一。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防24-04-10 01:03:01 -
激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 01:00:02
-
 可雕刻多种非金属材料。 用于服装辅料、医药包装、酒类包装、建筑陶瓷、饮料包装、织物切割、橡胶制品、外壳铭牌、工艺礼品、电子元件、皮革等行业。1.可雕刻金属及多种非金属材料。更适合应用于一些要求精细、精度高的产品加工。2.应用于电子元器件、集24-04-10 00:57:01
可雕刻多种非金属材料。 用于服装辅料、医药包装、酒类包装、建筑陶瓷、饮料包装、织物切割、橡胶制品、外壳铭牌、工艺礼品、电子元件、皮革等行业。1.可雕刻金属及多种非金属材料。更适合应用于一些要求精细、精度高的产品加工。2.应用于电子元器件、集24-04-10 00:57:01 -
 激光打标机按照激光器不同可分为:CO2激光打标机,半导体激光打标机,YAG激光打标机,光纤激光打标机。按照激光可见度不同分为:紫外激光打标机(不可见)、绿激光打标机(可见激光)、红外激光打标机(不可见激光)。工作原理不同:1.灯泵浦YAG激24-04-10 00:54:01
激光打标机按照激光器不同可分为:CO2激光打标机,半导体激光打标机,YAG激光打标机,光纤激光打标机。按照激光可见度不同分为:紫外激光打标机(不可见)、绿激光打标机(可见激光)、红外激光打标机(不可见激光)。工作原理不同:1.灯泵浦YAG激24-04-10 00:54:01 -
 激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 00:51:01
激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 00:51:01 -
激光打标机(laser marking machine)是用激光束在各种不同的物质表面打上的标记。打标的效应是通过表层物质的蒸发露出深层物质,从而刻出精美的图案、商标和文字,激光打标机主要分为,CO2激光打标机,半导体激光打标机、光纤激光打24-04-10 00:48:01
-
激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下性标记的一种打标方法。激光打标技术是激光加工的应用领域之一。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防24-04-10 00:45:01
-
 公认的原理是两种:“热加工”具有较高能量密度的激光束(它是集中的能量流),照射在被加工材料表面上,材料表面吸收激光能量,在照射区域内产生热激发过程,从而使材料表面(或涂层)温度上升,产生变态、熔融、烧蚀、蒸发等现象。“冷加工”具有很高负荷能24-04-10 00:42:01
公认的原理是两种:“热加工”具有较高能量密度的激光束(它是集中的能量流),照射在被加工材料表面上,材料表面吸收激光能量,在照射区域内产生热激发过程,从而使材料表面(或涂层)温度上升,产生变态、熔融、烧蚀、蒸发等现象。“冷加工”具有很高负荷能24-04-10 00:42:01 -
 可雕刻多种非金属材料。 用于服装辅料、医药包装、酒类包装、建筑陶瓷、饮料包装、织物切割、橡胶制品、外壳铭牌、工艺礼品、电子元件、皮革等行业。1.可雕刻金属及多种非金属材料。更适合应用于一些要求精细、精度高的产品加工。2.应用于电子元器件、集24-04-10 00:39:01
可雕刻多种非金属材料。 用于服装辅料、医药包装、酒类包装、建筑陶瓷、饮料包装、织物切割、橡胶制品、外壳铭牌、工艺礼品、电子元件、皮革等行业。1.可雕刻金属及多种非金属材料。更适合应用于一些要求精细、精度高的产品加工。2.应用于电子元器件、集24-04-10 00:39:01 -
 激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下性标记的一种打标方法。激光打标技术是激光加工的应用领域之一。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防24-04-10 00:36:01
激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下性标记的一种打标方法。激光打标技术是激光加工的应用领域之一。激光打标可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防24-04-10 00:36:01 -
可雕刻多种非金属材料。 用于服装辅料、医药包装、酒类包装、建筑陶瓷、饮料包装、织物切割、橡胶制品、外壳铭牌、工艺礼品、电子元件、皮革等行业。1.可雕刻金属及多种非金属材料。更适合应用于一些要求精细、精度高的产品加工。2.应用于电子元器件、集24-04-10 00:33:01
-
激光打标技术具有以下的特点:1、可对绝大多数金属或非金属材料进行加工。2、激光是以非机械式的“刀具”进行加工,对材料不产生机械挤压或机械应力,无“刀具”磨损,,很少造成环境污染。3、激光束很细,使被加工材料的消耗很小。4、加工时,不像电子束24-04-10 00:30:01
-
 激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 00:27:01
激光打标机技术作为一种现代精密加工方法,与腐蚀,气动加工等相比,具有独特的优势:1.采用激光做加式手段,与工件之间没有加工力的作用,具有无接触,无切削力,热影响小的优点,保证了工件的原有精度。同时,材料的适应性较广,可以在多种材料的表面制作24-04-10 00:27:01 -
激光打标机按照激光器不同可分为:CO2激光打标机,半导体激光打标机,YAG激光打标机,光纤激光打标机。按照激光可见度不同分为:紫外激光打标机(不可见)、绿激光打标机(可见激光)、红外激光打标机(不可见激光)。按照激光波长的不同可分为:深紫外24-04-10 00:24:01